咨詢熱(rè)線:
130********
山东东莞佳傲轻工制造有限责任公司(4G网站)
聯系人(ren):劉先生
電話:130********
地址(zhǐ):山東省甯津縣經(jing)濟開發區
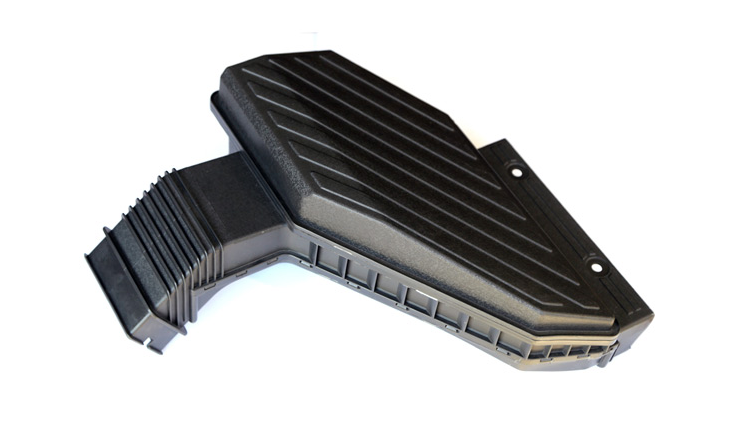
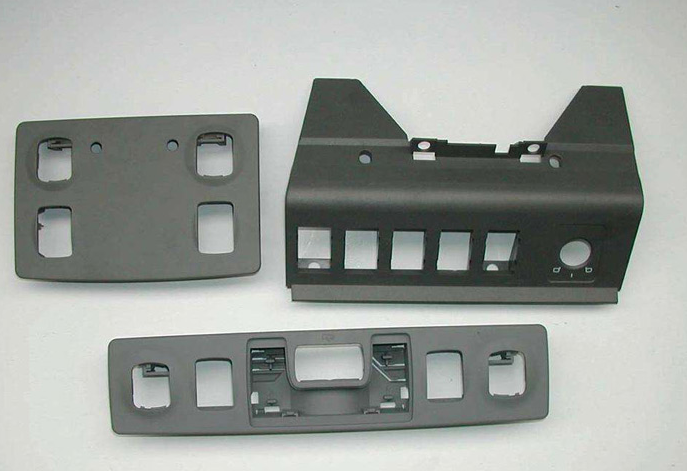
注(zhu)塑件加工的應用(yong)範圍越來越廣泛(fàn),從簡單的餐具、廚(chú)具♻️到🎯複雜的機械(xiè)零部件、電子産品(pin)外殼等都有用🈲到(dao)塑膠件,然而對于(yú)📐電子産品外殼等(děng)精密度要求較高(gao)的塑膠件,在注塑(sù)制造的時候從模(mó)具制造開始就要(yào)重視其精度要求(qiú)。
而在塑膠件注塑(sù)加工階段的精度(du)由哪些因素決定(dìng)?我們又該💞如何來(lái)提高薄壁注塑加(jiā)工件的精度💋呢?
1、關(guān)模壓:原則上應該(gāi)大于塑膠射入模(mó)内的總壓,以不出(chu)毛🏃🏻♂️邊為基準。
2、壓力(li)和速度有部分相(xiàng)同的關系作用于(yú)模内的目的❌是使(shǐ)原料進入模内能(néng)均勻,徹底,适量的(de)充滿各⛷️角落❌.太低(dī)會短射,縮水,太高(gāo)有毛頭,過飽,粘模(mo),燒焦,易損模具及(jí)内應力高等不良(liáng)現象。
3、速度的快慢(man)是決定原料在模(mo)具澆道内及成品(pin)中之狀🌏況,快有毛(máo)邊,過飽,燒焦,慢了(le)就會出現短射,縮(suo)水,結合不良易斷(duàn)等。
4、溫度原料不同(tóng),溫度各不相同,太(tai)低熔膠不透而導(dao)緻顔色不均,成品(pin)的内應力增大.因(yin)溫度過低增壓過(guo)高,可能會引起螺(luó)杆斷裂,過高,産品(pin)有毛邊,又因冷卻(què)而産生溫差,引起(qǐ)收縮.原料會分解(jiě),變黃,變色,易斷裂(liè).冷卻時間變長,氣(qì)不容易排出。